Waste gas treatment in DAP plant operations is not just about meeting environmental rules. It is about safety. It is about efficiency. And it is also about turning waste into value.
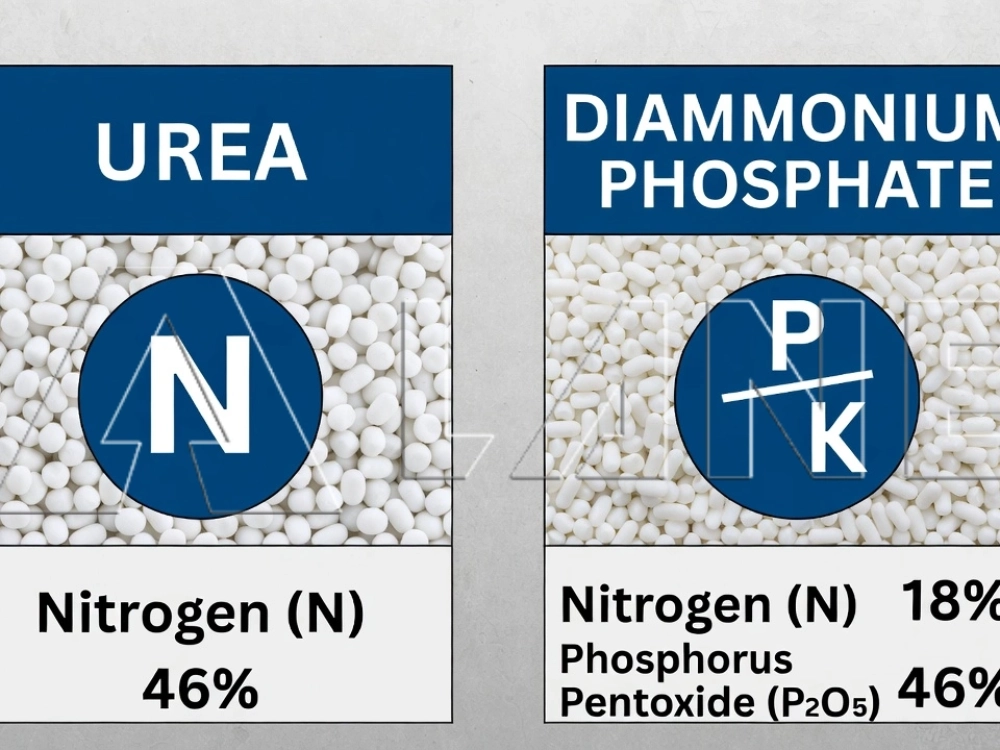
In every DAP (Diammonium Phosphate) production line, three main pollutants appear:
If these gases are not treated well, they harm workers, damage equipment, and pollute the environment. Modern waste gas treatment in DAP plant systems must control all three at the same time.
At our company, we have worked in fertilizer machinery manufacturing for more than 20 years. We design and install complete DAP production lines. We know that a stable production line depends on a reliable gas treatment system. That is why we focus on practical, efficient, and easy-to-maintain solutions.

Ammonia is widely used in DAP production. During granulation, ammoniation, and drying, part of the ammonia escapes into the air.
This causes:
Without proper control, ammonia emissions can exceed legal limits. In many countries, ammonia emission must be below 30 mg/Nm¬≥. Advanced systems can reach 99% NHβ²É removal efficiency.
More importantly, ammonia recovery is possible. Instead of wasting ammonia, we can absorb it and convert it back into ammonium solution. This solution can be reused in fertilizer production. It reduces raw material cost.
Phosphate rock contains fluorine. During acidulation and granulation, fluoride gases such as HF and SiFβ²³ are released.
Fluoride is:
Fluoride removal is critical. Emission standards are strict. In many regions, fluoride concentration must be below 5 mg/Nm³.
A strong waste gas treatment in DAP plant system must include dedicated fluoride absorption sections.
Dust is generated in:
Dust causes:
Cyclone separation and wet scrubbing are often combined to control dust. Removal efficiency can reach 98βÄ™99% with proper design.
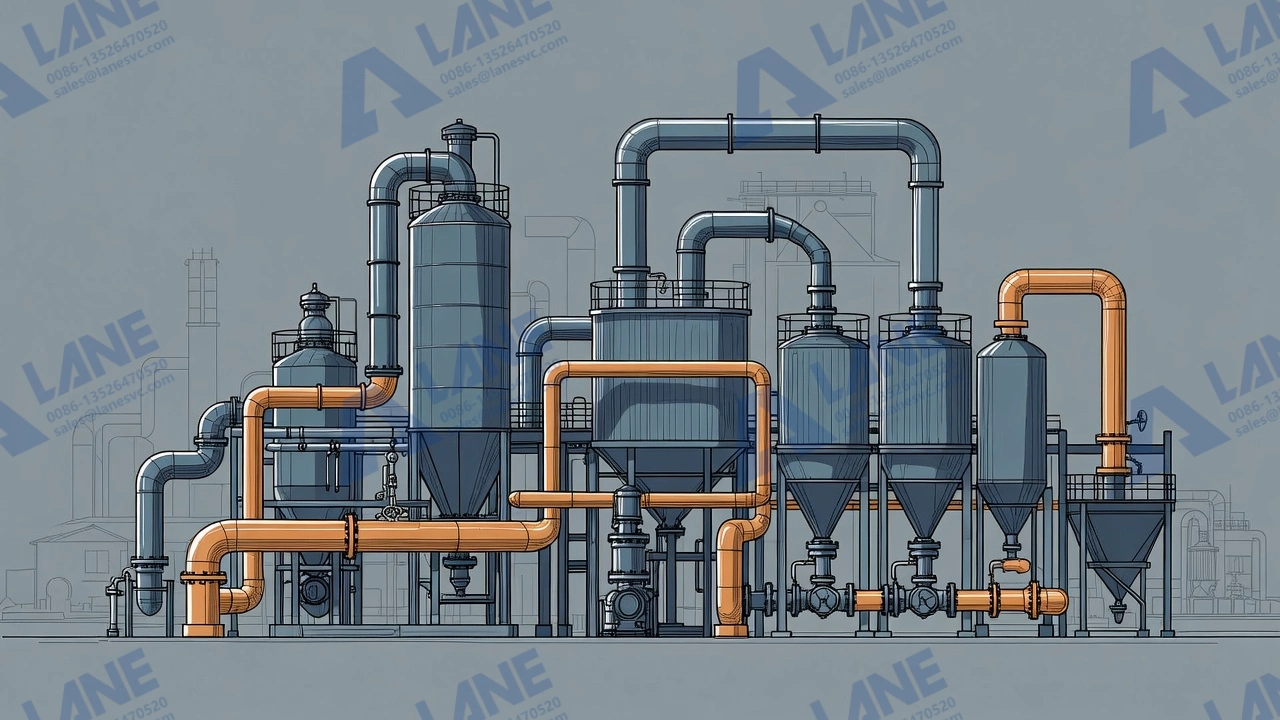
The most effective solution for waste gas treatment in DAP plant operations is the Multi-stage Scrubbing system.
This system usually includes:
Each stage has a clear function. Together, they create high removal efficiency.
As a company with a professional engineering team, we design each stage based on the customerβÄôs raw materials, capacity, and local emission standards. No two plants are exactly the same. Customization is key.
The first stage is pre-washing. It mainly removes:
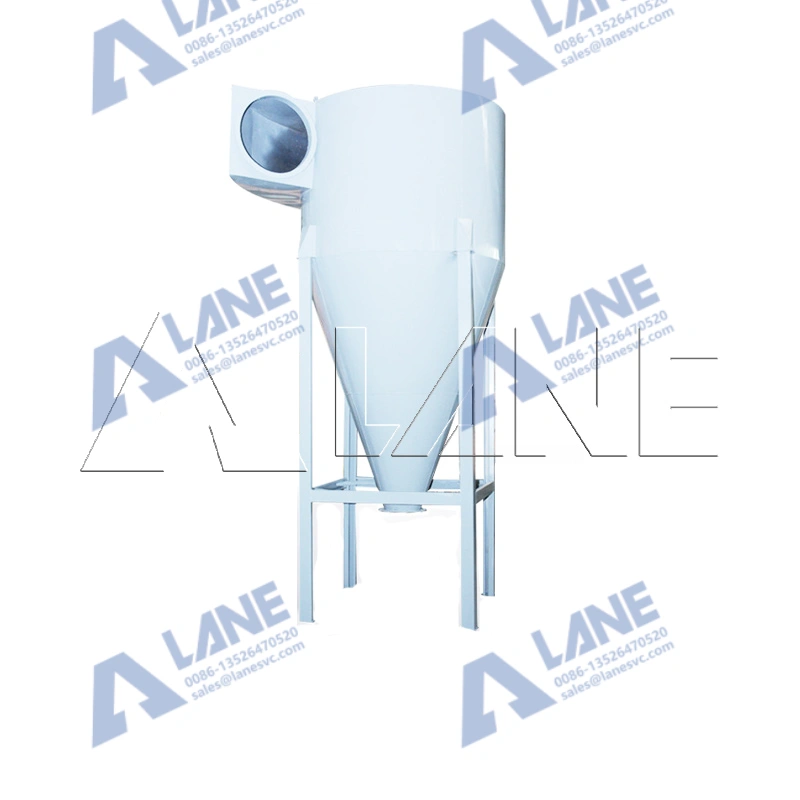
Equipment Used
Cyclones remove large dust particles before wet scrubbing. This reduces load on the next stage.
Advantages:
Dust removal efficiency can reach 85βÄ™90% for coarse particles.
The Venturi scrubber is one of the most important devices in waste gas treatment in DAP plant systems.
It works by:
The Venturi scrubber is especially effective for fine dust removal. Efficiency can reach 95βÄ™99%.
We carefully calculate:
This ensures stable performance and low energy consumption.
After the Venturi scrubber, the spray tower provides additional washing.
Functions:
Water or weak acid solution is sprayed from top to bottom. Gas flows upward. Contact time increases.
At this stage, temperature is reduced. This protects downstream equipment.

The second stage is the heart of ammonia recovery.
Here, we use acidic solution, usually phosphoric acid or sulfuric acid.
How It Works
Ammonia reacts with acid:
NHβ²É + Hβ²ÉPOβ²³ βÜ£ Ammonium phosphate
NHβ²É + Hβ²²SOβ²³ βÜ£ Ammonium sulfate
This reaction converts waste ammonia into useful fertilizer components.
Key Benefits
Ammonia recovery is not only an environmental solution. It is a business opportunity.
In many DAP plants, recovered ammonia can reduce total ammonia consumption by 2βÄ™5%. Over a year, this means large savings.
Our engineering team designs acid scrubbing towers with:
This ensures high mass transfer efficiency and long service life.
Even after acid scrubbing, small amounts of fluoride and ammonia may remain.
The tail gas scrubbing stage ensures final polishing.
Fluoride gases react with water:
SiFβ²³ + 2Hβ²²O βÜ£ 4HF + SiOβ²²
Further reaction forms fluosilicic acid (Hβ²²SiFβ²Ü). This by-product can be collected and sold for other industrial uses.
Typical fluoride removal efficiency can reach 95βÄ™98%, depending on design.
When combined with earlier stages, total fluoride removal often exceeds 99%.
A well-designed waste gas treatment in DAP plant system can achieve:
Key design factors include:
We always design the system as part of the whole production line. Because gas treatment is not isolated. It connects with granulation, drying, and material handling.
With over 20 years of experience in fertilizer machinery manufacturing in China, we understand these interactions deeply. We do not just sell equipment. We design complete production solutions.
One of the biggest advantages of modern waste gas treatment in DAP plant systems is resource recovery.
Recovered ammonia becomes:
This reduces:
In large-scale plants, recovered ammonia can reach several hundred tons per year.
Fluoride absorbed in scrubbing liquid can form fluosilicic acid.
This product can be:
Waste becomes resource. Pollution becomes profit.
Our company always designs systems that support material recycling. We help customers improve both environmental and economic performance.
A complete waste gas treatment in DAP plant solution includes:
Mist eliminators are important. They prevent droplet carryover. This protects fans and chimneys.
We also focus on:
Because we provide one-stop full-scale service, we handle:
Our production lines comply with ISO9001 and CE standards. Quality control is strict. Each device is tested before delivery.
Different DAP plants have different capacities:
Gas volume changes greatly.
Our professional engineering team calculates:
We provide customized design. This ensures:
We do not believe in standard one-size-fits-all systems. Every project is unique.
Waste gas systems are complex. Installation quality affects performance.
We provide:
If customers face problems, our after-sales team responds quickly.
Because we manufacture organic fertilizer, compound fertilizer, and liquid fertilizer equipment, we understand different fertilizer processes. This broad experience helps us optimize DAP plant systems as well.
Stable operation means stable profit.
Environmental regulations are becoming stricter.
Modern waste gas treatment in DAP plant systems must meet:
With multi-stage scrubbing, emissions can reach:
These values vary by country. We design systems based on local laws.
Because our equipment meets CE certification requirements, it is suitable for international markets. We have supplied fertilizer machinery to many countries.
The future direction includes:
Automation can monitor:
Real-time control improves stability.
We continue to improve our designs. With more than 20 years of industry focus, we combine practical field experience with modern engineering methods.
Waste gas treatment in DAP plant operations is not only about pollution control. It is about smart engineering.
By focusing on:
And by using:
We can achieve high removal efficiency and strong ammonia recovery.
At the same time, resource recovery turns waste into fertilizer. This creates direct economic value.
As a professional fertilizer machinery manufacturer with ISO9001 and CE certification, we provide customized design, full production line installation, and complete after-sales support. We work closely with our clients. We help them build efficient, stable, and environmentally friendly DAP plants.
A well-designed waste gas treatment system protects the environment. It protects workers. And it improves profit.
That is the true goal of modern DAP production.
For more details, please feel free to contact us.
Henan Lane Heavy Industry Machinery Technology Co., Ltd.
Email: sales@lanesvc.com
Contact number: +86 13526470520
Whatsapp: +86 13526470520


Copyright © Henan Lane Heavy Industry Machinery Technology Co., Ltd.