The agriculture industry is focused on high productivity and nutrient management. This is increasing the demand for high quality fertilizers. Among the fertilizers, Monoammonium Phosphate (MAP) is one of the most widely used phosphorus fertilizers due to its high nutrient concentration, excellent solubility, and compatibility with various crops and industrial MAP production solution has become the core driving force for large-scale monoammonium phosphate (MAP) plants to achieve high efficiency, stability, and sustainability.
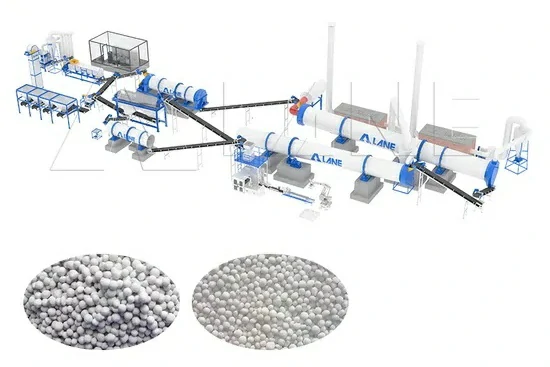
The industrial MAP production solution combines reactor design, purification, granulation, drying, and packaging into one efficient line. For fertilizer manufacturers aiming to scale operations, investing in an industrial MAP production solution is strategic necessity. for them LANE Heavy Industry’s Machinery, a leading provider of fertilizer production equipment, has launched a full-process industrial MAP production solution integrating advanced process design, intelligent equipment, and automated control, providing a one-stop solution for large-scale MAP plant construction and upgrading.
Monoammonium Phosphate (MAP) is a compound fertilizer which contains nitrogen and phosphorus with around 11-12 % nitrogen and 48-52% phosphate. It is produced by reacting ammonia with phosphoric acid under controlled conditions.
MAP offers several advantages:
Because of these benefits, the demand for MAP fertilizer is continuing to grow, especially in regions with intensive agricultural development. This trend makes an industrial MAP production solution highly valuable for fertilizer companies expanding production capacity.

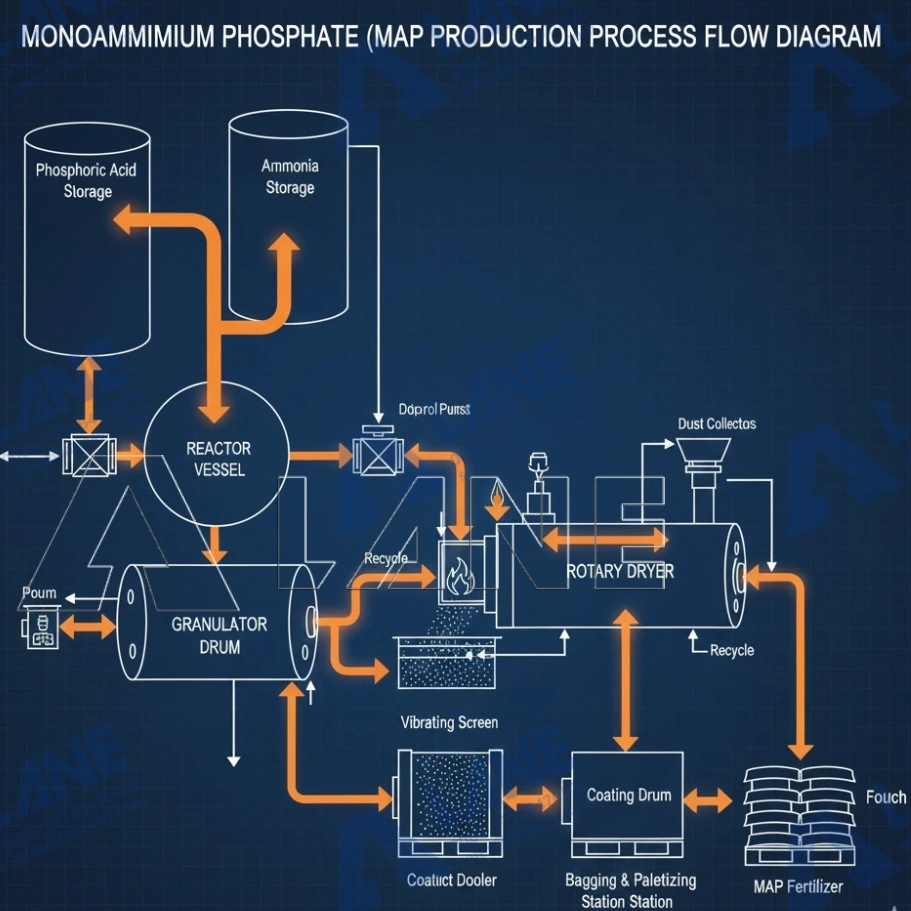
LANE’s MAP production line describes two practical production routes. One route uses diluted thermal phosphoric acid mixed with ammonia in a venturi gas-flow reactor, followed by filtration, cooling crystallization, separation, dehydration, and drying. Another route uses diluted phosphoric acid in an enamel kettle with stirring and ammonia neutralization, then cooling and crystallization to form ammonium dihydrogen phosphate.
The production process is very impotent as it affects plat designs. The raw material and process choice affects product purity, particle size, energy consumption, and final application. A large-scale plant must control reaction temperature, ammonia dosing, acid concentration, and residence time to avoid off-spec product and downstream bottlenecks.
Core Equipment
An industrial MAP production solution usually includes the following major systems:
LANE markets its MAP fertilizer production line as an integrated system. Our machines are made with durable industrial alloy with stainless-steel inner linings. We also provide remote video guidance, installation guidance and a 5 years warranty which reflects the durability and serviceability of our machines in fertilizer operations. For plants targeting consistent quality, the equipment layout should minimize corrosion risks and support stable heat and mass transfer across the line.
LANE’s industrial MAP production solution is equipped with a centralized PLC control system, realizing full-process automation from raw material feeding to finished product packaging. The system integrates real-time monitoring, fault alarm, and data analysis functions which allows operators to adjust process parameters remotely and reducing manual intervention by 80%. The intelligent control system optimizes energy consumption in real time, lowering overall production costs by 12–18%.
The solution adopts multiple energy-saving technologies like heat recovery in evaporation and drying, closed-loop waste gas treatment, and wastewater recycling. Waste gas generated during production is treated by a scrubber system, with ammonia recovery rate reaching 99% and meets EU and ISO 14001 environmental standards. Wastewater is recycled after treatment, achieving zero discharge in most processes and reduces water consumption by 60%.
WE provide customized industrial MAP production solution based on customer capacity requirements (10–50 TPH), raw material characteristics, and product quality standards.
The modular design allows for easy capacity expansion or process upgrade. This helps manufacturers production line to grow with their business.
Through precise process control and advanced equipment, LANE’s solution ensures MAP product quality meets national and international standards. The stable quality enhances produce market competitiveness and customer trust.
LANE’s industrial MAP production solution has been successfully applied in large-scale fertilizer plants in Asia, Africa, and the Middle East, with a total installed capacity exceeding 2 million tons per year. For fertilizer enterprises, this solution improves production efficiency, product quality while reducing operational costs and environmental impact. In the ntext of global food security and agricultural modernization, the demand for high-efficiency MAP fertilizers continues to grow, and LANE’s advanced industrial MAP production solution will play a crucial role in helping enterprises seize market opportunities.
Plant Design Considerations
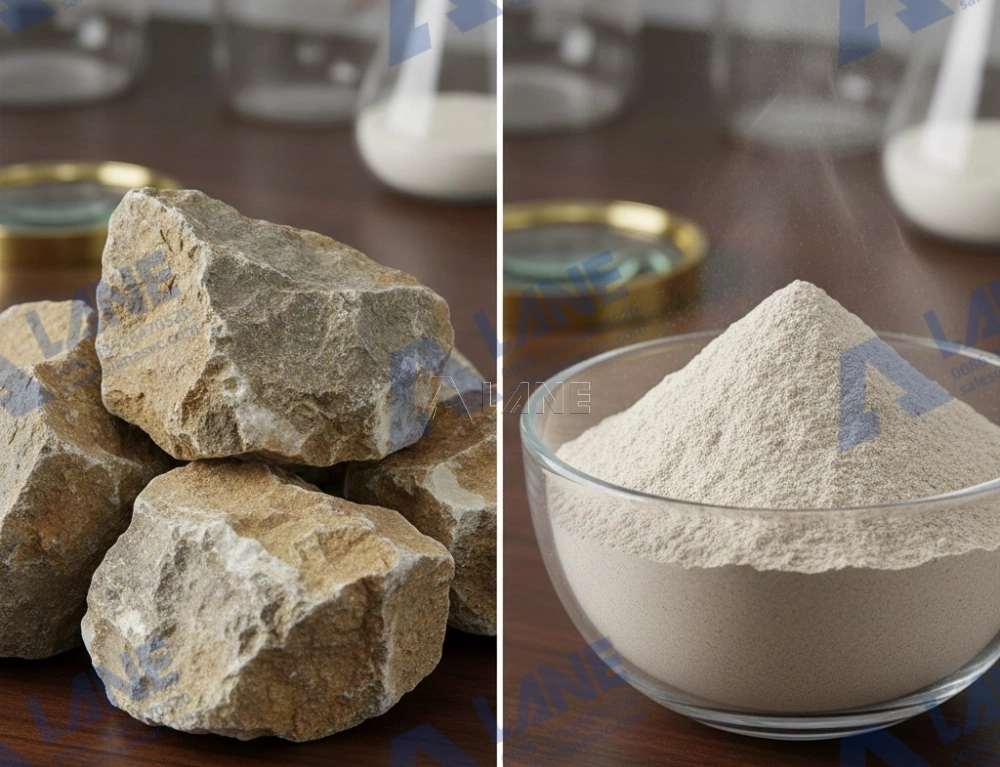
A successful industrial MAP production solution starts with the testing of raw material quality. Phosphoric acid purity, ammonia supply stability, and moisture control all influence product consistency and operating cost. If lower lower-grade acid is used, purification and downstream control become even more important, since impurities can affect crystallization/granulation and storage behavior.
Scale-up also matter, large scale plants need stable heat removal during neutralization because the ammonia-phosphoric acid reaction is exothermic, and poor temperature control can distort crystal growth or granule quality. In addition, drying and cooling capacity must match reactor output, or the line will face buildup, caking, or uneven product moisture.
LANE Heavy Industry’s fertilizer production line is presented as a turnkey MAP/DAP solution. Which is attractive for buyers that want one integrated system rather than separate vendors for each section. The company also emphasizes machinery for banded phosphate rock-ammonia MAP fertilizer production, suggesting experience with both fertilizer chemistry and industrial equipment layout. That integrated approach can reduce project risk, simplify installation, and shorten commissioning time.
For large-scale plants, the key value is not only output, but repeatability. A well-designed line should support continuous production, predictable maintenance, and adaptation to different MAP formulations such as granular MAP 11-52-0 or other specification ranges.
Operational Benefits
An industrial MAP production solution offers several practical benefits:
From an operator’s perspective, the biggest advantage is plant economics. Once the line is stabilized, the manufacturer can pursue high throughput with lower unit cost, especially when the process is optimized for raw material recovery and energy use
Q1: What is an industrial MAP production solution?
It is a fully integrated system designed for the large-scale manufacturing of Monoammonium Phosphate (MAP) fertilizer. A complete solution from a provider like LANE Heavy Industry encompasses the entire process flow—from automated raw material handling to precision granulation and final packaging—ensuring high efficiency, consistent quality, and maximum resource utilization.
Q2: What are the main raw materials for MAP production?
The primary raw materials are phosphoric acid (typically derived from phosphate rock) and ammonia. Their controlled reaction forms the MAP slurry that is the basis of the final granular product.
Q3: How does LANE’s MAP production line ensure granule quality?
Quality is ensured through a combination of precision automated batching, tightly controlled chemical reactions, and advanced granulation technology. The system is designed to maintain ideal conditions for viscosity and temperature, resulting in hard, uniformly sized granules.
Q4: Can the production line capacity be customized?
Yes, completely. LANE’s solution is inherently customizable. Production capacity, equipment layout, and automation levels can all be tailored to the specific requirements of a client’s facility and business goals, from initial design to full-scale operation
For more details, please feel free to contact us.
Henan Lane Heavy Industry Machinery Technology Co., Ltd.
Email: sales@lanesvc.com
Contact number: +86 13526470520
Whatsapp: +86 13526470520


Copyright © Henan Lane Heavy Industry Machinery Technology Co., Ltd.