
Monoammonium Phosphate (MAP) is one of the most used phosphate fertilizers in global agriculture. For sustainable production of MAP fertilizer, the ammonia reactor for MAP fertilizer stands as the irreplaceable core equipment in modern monoammonium phosphate (MAP) manufacturing lines. The agri-industry is shifting toward resource-efficient, low-emission fertilizer manufacturing. In modern MAP production lines, the ammonia reactor for MAP fertilizer neutralizes phosphoric acid and ammonia to form the high-grade MAP fertilizer melt.
As a leading provider of fertilizer production machinery, LANE Heavy IndustryβÄôs Machinery integrates advanced design, energy-saving technology, and environmental protection into its ammonia reactor for MAP fertilizer, enabling fertilizer plants to achieve high-efficiency, low-emission, and resource-circular MAP production. Our MAP fertilizer solution combines automation, energy efficiency, and environmental control. This article explores the role of LANEβÄôs ammonia reactor for MAP fertilizer in sustainable MAP manufacturing and its technical advantages.

An ammonia reactor for MAP is a specialized chemical reaction vessel designed to mix gaseous or liquid ammonia with phosphoric acid under controlled conditions to produce Monoammonium Phosphate.
The main function of the reactor includes:
In modern fertilizer plants, the ammonia reactor for MAP fertilizer is not a standalone device but part of a fully integrated production system.
Understanding the nature of the ammonia reactor for MAP fertilizer requires a deep dive into the chemical reaction taking place within its core. Monoammonium phosphate is synthesized via a direct, highly exothermic neutralization reaction between anhydrous ammonia gas (or aqueous ammonia) and industrial-grade phosphoric acid. The fundamental chemical equation is represented as follows:
NHβ²É (g/l) + Hβ²ÉPOβ²³ (l) βÜ£ NHβ²³Hβ²²POβ²³ (s/aq) + ΈîH
Where ΈîH represents the exothermic heat released during the neutralization process. In standard industrial configurations, controlling this thermal discharge is a significant hurdle. If the reaction is left unchecked or unoptimized, excess thermal spikes can cause local boiling, resulting in severe ammonia volatilization, scaling on the inner walls of the vessel, and imbalances in the precise chemical stoichiometry required for premium-grade MAP.
To navigate this, LANE Heavy Industry’s ammonia reactor for MAP fertilizer utilizes a controlled multi-stage mixing or advanced tubular cross-pipe hydrodynamic design. The reactors monitor and lock the molar ratio of nitrogen to phosphorus (N:P) tightly between 1.00 and 1.05, keeping the mixture strictly within this narrow boundary. This prevents the accidental formation of Diammonium Phosphate (DAP), which possesses different solubility profiles and crystallization properties. It ensures that the final output aligns perfectly with international granular MAP quality certifications.
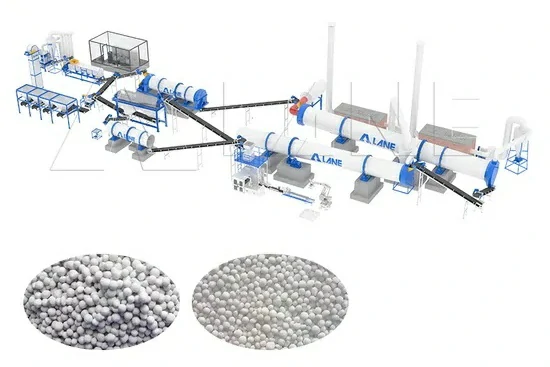
While the ammonia reactor for MAP fertilizer functions as the core chemical transformation point, its commercial value is fully realized when integrated into a streamlined, automated granulating line. LANE Heavy Industry specializes in providing full-scope, turnkey fertilizer manufacturing plants that smoothly transport the processed material from raw chemical storage to the final packaged bag.
Before any chemical interaction takes place, the automated mass-flow meters and chemical dosing pumps precisely gauge the specific gravities and mass volumes of the liquid phosphoric acid feed and ammonia gas line. This precise automated input ensures that the downstream reactor constantly operates at maximum chemical conversion.
As the materials flow through the ammonia reactor for MAP fertilizer, the immense heat generated causes a significant portion of the water content introduced via the phosphoric acid to flash into process steam. This rapid boiling concentrates the resulting chemical compound into a dense, intensely hot ammonium phosphate slurry. The reactor continuously discharges this molten fluid directly into the granulator through steam-jacketed transfer pipelines designed to avoid premature thermal shocks or crystal dropouts.
The hot, concentrated MAP slurry is sprayed via high-pressure atomizers onto a rolling bed of recycled fine material inside the LANE Rotary Drum Granulator. The high temperature of the slurry initiates a localized surface melting of the solid seed particles, allowing uniform, spherical layers of MAP to build up progressively. If necessary, a secondary underground ammonia sparger can be placed below the granulator’s material bed to capture any residual acidity, completely perfecting the nutrient score.
Because the ammonia reactor has already evaporated a massive portion of the process water using its own reaction energy, the moist granules emerging from the rotary granulator require significantly less fuel to dry. LANE Heavy IndustryβÄôs heavy-duty industrial rotary dryers and subsequent counter-current rotary cooling drums carefully reduce the moisture content to below 1.5%, establishing structural hardness and preventing product caking during maritime transport or long-term bulk storage.
The hardened granules are classified using high-frequency vibrating screens. Oversized granules and fines are redirected to heavy-duty chain crushers for resizing. The perfectly sized granules proceed to the coating stage where, in a rotary coating drum, anti-caking oil or a micro-nutrient film is applied.
| Operational Parameter | Small-Scale Automated Line | High-Capacity Industrial Line |
| Annual Production Output | 10,000 to 30,000 Metric Tons | 50,000 to 200,000+ Metric Tons |
| Reactor Structural Material | SUS316L / Titanium Alloy Accents | Super Duplex Steel / Solid Titanium Liners |
| Molar Ratio Control Range (N:P) | 1.00 βÄ™ 1.03 (pm0.01 Precision) | 1.00 βÄ™ 1.05 (pm0.005 Automated Precision) |
| Slurry Moisture Content | 15% βÄ™ 20% at Discharge | 12% βÄ™ 16% (High-Concentration Profile) |
| Downstream Energy Savings | Up to 20% Reduction in Dryer Fuel | Up to 35% Extraction of Autogenous Steam |
| Emissions Scrubber Layout | Venturi Scrubbing System | Multi-Stage Packed Bed + Venturi Dual Loop |
Sustainability is a major focus in modern fertilizer production. The ammonia reactor for MAP fertilizer contributes to greener manufacturing in several ways:
By integrating the ammonia reactor for MAP fertilizer into smart production lines, manufacturers can significantly reduce environmental impact while maintaining high output.
It is used to neutralize phosphoric acid with ammonia to produce Monoammonium Phosphate (MAP) fertilizer.
Because it controls the core chemical reaction that determines MAP quality, efficiency, and yield.
Yes, it is designed for industrial-scale continuous fertilizer production systems.
It works with granulators, dryers, coolers, and packaging systems in a full production line.
For more details, please feel free to contact us.
Henan Lane Heavy Industry Machinery Technology Co., Ltd.
Email: sales@lanesvc.com
Contact number: +86 13526470520
Whatsapp: +86 13526470520


Copyright © Henan Lane Heavy Industry Machinery Technology Co., Ltd.